 Sudura in mediu protector de gaz cu electrod nefuzibil din Tungsten este un procedeu prin care caldura necesara sudurii este oferita de catre arcul electric ce se produce intre electrodul nefuzibil si piesa ce trebuie sudata. Acest procedeu se realizeaza cu un aparat de tip invertor sudura, ce poate fi folosit pentru diferite tipuri de sudura, printre care si sudura manuala TIG.
Sudura in mediu protector de gaz cu electrod nefuzibil din Tungsten este un procedeu prin care caldura necesara sudurii este oferita de catre arcul electric ce se produce intre electrodul nefuzibil si piesa ce trebuie sudata. Acest procedeu se realizeaza cu un aparat de tip invertor sudura, ce poate fi folosit pentru diferite tipuri de sudura, printre care si sudura manuala TIG.

Procesul de sudura manuala TIG (Tungsten Inert Gaz) este una din cele mai dificile procedee de sudare utilizate in industrie si se realizeaza cu un invertor sudura. Acest proces este dificil din cauza faptului ca sudorul trebuie sa mentina o lungime mica a arcului eletric si sa denote o buna indemanare pentru a preveni contactul dintre electrod si piesele ce vor fi sudate.
In cadrul acestui proces de sudura, operatorul trebuie sa foloseasca ambele maini deoarece majoritatea aplicatiilor necesita ca sudorul sa aduca material de adaos in baia de metal topit, dar sa si manevreze pistoletul totodata. Mai trebuie mentionat faptul ca la imbinarea celor doua materiale subtiri nu este necesarea folosirea materialului de adaos.
Aprinderea arcului electric la invertor sudura
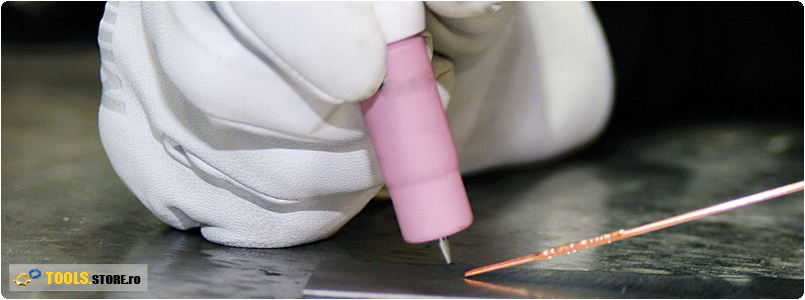
Pentru a aprinde arcul electric aveti nevoie de un generator de inalta frecventa care sa pregateasca o cale a curentului de sudare prin intermediul gazului de protectie, permitand arcului sa se aprinda atunci cand distanta dintre electrod si piesa de sudat este de aproximativ 1,5-3 mm.
Aprinderea arcului electric se poate realiza si cu ajutorul metodei „touch arc” sau „lift arc”, insa aceasta are dezavantajul de a se contamina atat electrodul, cat si sudura. Atunci cand se aprinde arcul eletric, sudorul trebuie sa miste pistoletul circular pentru a forma baia de metal topit. Marimea acesteia depinde de marimea electrodului, dar si de densitatea de curent. In timpul in care este mentinuta constanta lungimea arcului, sudorul trebuie sa incline pistoletul pana la o distanta de 10-15 grade fata de verticala. Sudorii au o tehnica rapida de a misca pistoletul si de a aduce materialul de adaos in baia de metal topit.
In momentul in care procesul de sudare este finalizat, intensitatea arcului este redusa pentru a permite solidificarea craterului final, dar si pentru a preveni aparitia diferitor fisuri in imbinarea sudarii. Electrodul infuzibil este fabricat din tungsten sau dintr-un material care contine tungsten.

Baia de sudura este protejata de un gaz inert ce este adus in zona de sudura prin intermediul tortei port-electrod.
Sudura TIG poate fi:
– fara material de adaos – se realizeaza topirea locala a materialelor ce urmeaza a fi sudate.
– cu material de adaos – se realizeaza topirea locala a materialului de baza si a materialului de adaos.
Formarea circuitului de sudura
Circuitul de sudura este format din :
- invertor sudura (generator)
- torta port-electrod cu cablu de sudura
- butelie gaz inert cu regulator de presiune
- cleste de masa cu cablu de masa
- materialul de adios
- unitate de racire cu apa